穴あけ加工指示の方法
「Web見積り」で入力した架台に関する基礎情報が上部に表示され、その下に穴加工指示の画面が続きます。穴加工指示を行う前にご注文される架台情報に誤り等がないかご確認のうえ、後続の穴加工指示を行って下さい。
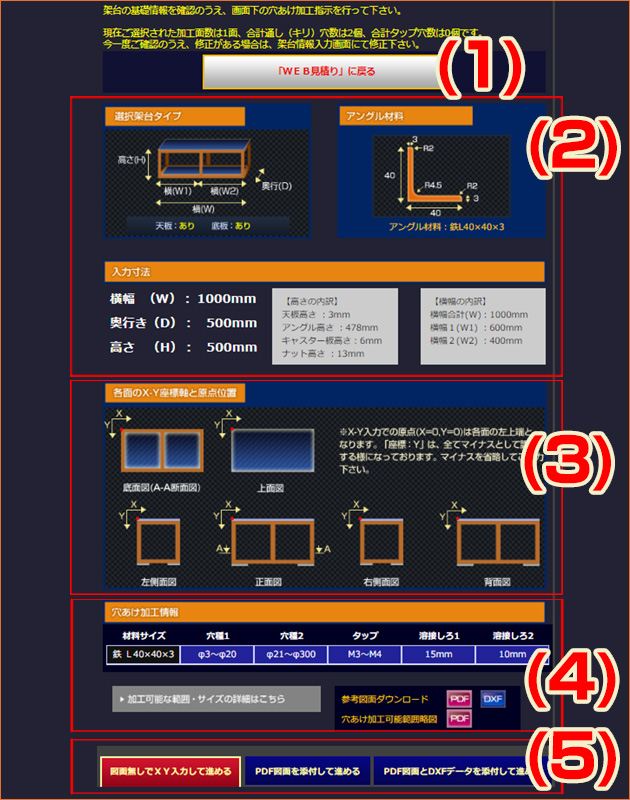
(1)架台情報に修正点がある場合はこちらのボタンから、前画面の「Web見積り」に戻って、訂正情報を入力して下さい。
(2)選択した架台タイプの画像をはじめ、架台の横幅や高さ、奥行きなどのサイズ情報、選択したアングル材料が表示されます。サイズ等の誤りがないかご確認下さい。
(3)各面のX-Y座標軸と原点位置の略図が表示されます。X-Y入力を行う場合、原点(X=0,Y=0)は各面の左上端となります。「座標:Y」は全てマイナスとして識別する様になっております。このため入力値には「-」(マイナス)を省略してご入力下さい。
(4)選択した材料サイズ、指定可能な穴種1サイズ、穴種2サイズ、タップサイズが表示されます。また、溶接しろ1、溶接しろ2の値も表示されます。
加工可能な範囲・サイズ詳細のリンク、参考図面ダウンロードリンクもございますのでご利用ください。
(5)3つのタブメニューの中から、1つ選択し、穴あけ加工指示を行うことができます。
・図面無しでXY入力を進める・・穴あけのX,Y座標を直接入力します。
・PDF図面を添付して進める・・PDF図面をアップロードできます。
・PDF図面とDXFデータを添付して進める・・PDF図面およびDXFデータをアップロードできます。
その他につきましては、「穴あけ加工指示の方法」をご参照下さい。
- 図面無しでXY入力して進める場合はこちら
-
各面の左上端を原点としてご希望の「X座標」「Y座標」「穴サイズ」を入力して下さい。
エラーチェックを行いますので、「判定」ボタンをクリックして全てOKになるように入力して下さい。図面なしで画面から直接X,Y入力を行う場合はこちらの画面から入力を行うことができます。
「Web見積り」画面で指定した加工面と穴の種類の数と同数の入力行が表示されますので、各穴のサイズ、X座標、Y座標を入力して下さい。
最終的に(13)の一括再判定ボタンをクリックして、全ての入力値に問題がなければ(判定欄が全てOKになったら)、「注文する」ボタンが表示され、注文処理に進むことができます。
なお、加工可能な範囲・サイズはこちらのページをご覧下さい。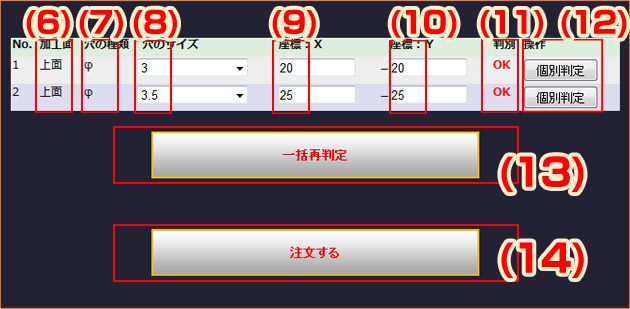
(6)加工面の種類にあたります。
(7)穴の種類(通し穴かタップ穴か)になります。
(8)穴のサイズを入力して下さい。
(9)X座標を入力して下さい。
(10)Y座標を入力して下さい。(マイナスは省略して下さい。)
(11)「個別判定」ボタン(押した行のみ判定)または、「一括再判定」ボタンを押すことで、穴のサイズとX,Y座標が注文可能な範囲内か判定を行います。
判別欄に「OK」と表示された場合は問題ございません。「NG」と表示された場合は、指定不可能な値になりますので、値の修正をお願い致します。
(12)当該の行について、穴のサイズとX,Y座標が注文可能な範囲内か判定を行います。
(13)全体の入力欄について注文可能な範囲内か判定を行います。最終的にこちらのボタンを押して、全体的に判定を行って全ての「判別」欄が「OK」となれば注文可能となります。
(14)一括再判定ボタンを押し、全ての行の入力値が注文可能判定となった場合に、こちらの「注文する」ボタンが表示されます。
その他につきましては、「穴あけ加工指示の方法」をご参照下さい。 - PDF図面を添付して進める場合はこちら
-
予めご準備いただいた、PDFファイルにて穴加工指示を行う場合は、こちらの画面からアップロードを行って下さい。
PDF形式で1ファイル(3Mbyteまで)アップロードできます。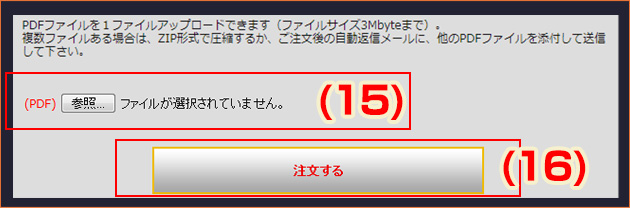
(15)こちらのボタンを押して、アップロードするファイルを選択して下さい。複数ファイルある場合は、ZIP形式で圧縮するか、ご注文後の自動返信メールに、他のPDFファイルを添付して送信して下さい。
(16)アップロードが完了したら、「注文する」ボタンでお客様情報の入力画面に進んで下さい。 - PDF図面とDXFデータを添付して進める場合はこちら
-
予めご準備いただいた、PDFファイルとDXFファイルにて穴加工指示を行う場合はこちらの画面からアップロードを行って下さい。
PDF形式とDXF形式のファイルを各1ファイル(3Mbyteまで)アップロードできます。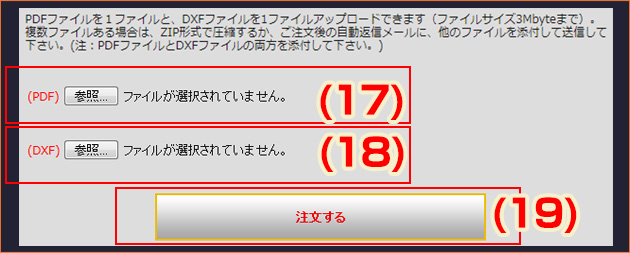
(17)こちらのボタンを押して、アップロードするPDFファイルを選択して下さい。複数ファイルある場合は、ZIP形式で圧縮するか、ご注文後の自動返信メールに、他のPDFファイルを添付して送信して下さい。
(18)こちらのボタンを押して、アップロードするDXFファイルを選択して下さい。複数ファイルある場合は、ZIP形式で圧縮するか、ご注文後の自動返信メールに、他のDXFファイルを添付して送信して下さい。
(19)アップロードが完了したら、「注文する」ボタンでお客様情報の入力画面に進んで下さい。
【→加工可能範囲・サイズについてに進む】
穴あけ加工可能範囲&サイズについて
穴あけ加工指示での、加工可能な範囲とサイズが設定されております。
穴あけ加工指示をXY入力で進めていただくと、簡易チェック機能にて、加工不可の場合はエラーが出る様になっております。
ご注文を受けてからも、当社にて加工可否を確認致しますので、ご安心してご利用下さい。
参考図面ダウンロード画面にてタイプ別に略図がダウンロードできます。ご利用下さい。
加工可能な穴の種類について
「Web見積り」(セミオーダー)では、丸穴とタップ穴のみの対応とさせていただいております。
長丸や角穴等をご要望の場合は、「フルオーダー見積り」よりお問い合わせ下さい。
タップ穴・・・ネジを切った穴です。(標準ピッチを採用しております。)
加工可能な穴サイズについて
材料・加工範囲によって加工可能な穴サイズが決まっております。下記表をご参考下さい。
| 材料サイズ | 穴種1 | 穴種2 | タップ |
|---|---|---|---|
| 鉄 L30×30×3 | φ3~φ15 | φ16~φ300 | M3~M4 |
| 鉄 L30×30×5 | φ4~φ15 | φ16~φ300 | M4~M10 |
| 鉄 L40×40×3 | φ3~φ20 | φ21~φ300 | M3~M4 |
| 鉄 L40×40×5 | φ4~φ20 | φ21~φ300 | M4~M8 |
| 鉄 L50×50×4 | φ3~φ20 | φ21~φ300 | M3~M6 |
| 鉄 L50×50×6 | φ4~φ20 | φ21~φ300 | M4~M10 |
穴種1・・・アングル・天板・底板と穴加工可能範囲に全般的に加工可能な丸穴です。
穴種2・・・天板と底板のみに加工可能な大きな丸穴です。
タップ・・・ネジを切った穴です。
加工可能範囲について
各材料サイズおよび各タイプで加工可能範囲が決まっております。加工可能範囲内に穴径が全て収まる場合に加工可能となっております。
(注:穴径センター寸法が加工可能範囲に入っていても、穴径が加工不可範囲に被っている場合は加工不可となりますのでご注意下さい。)
アングルサイズについて
各アングルサイズによって加工可能範囲が決まっております。
主に『板厚分』と『内側のR部分』と『先端の板厚分』を除いた範囲内に穴径が全て収まる場合に加工可能となっております。
(注:穴径センター寸法が加工可能範囲に入っていても、穴径が加工不可範囲に被っている場合は加工不可となりますのでご注意下さい。)
 L30×30×3
L30×30×3
 L30×30×5
L30×30×5
 L40×40×3
L40×40×3
 L40×40×5
L40×40×5
 L50×50×4
L50×50×4
 L50×50×6
L50×50×6
溶接しろについて
アングルの結合部等で溶接部に掛かってしまう為に、穴あけ加工を不可とさせていただいてる箇所がございます。
加工不可範囲において【溶接しろ】と表現しております。
溶接個所によって【溶接しろ1】と【溶接しろ2】とがございます。
(注:穴径センター寸法が加工可能範囲に入っていても、穴径が加工不可範囲に被っている場合は加工不可となりますのでご注意下さい。)
| 溶接しろ1 | 15mm |
| 溶接しろ2 | 10mm |
加工可能範囲の詳細について
加工可能範囲の詳細では、アングルの板厚分を⇒【板厚】。アングルの内側のR分を⇒【R】と表現しております。
- Aタイプ加工可能範囲の詳細について
-
穴種1・・・アングル・天板・底板と穴加工可能範囲に全般的に加工可能な丸穴です。
穴種2・・・天板と底板のみに加工可能な大きな丸穴です。
※アングルの板厚を【板厚】、アングルの内側のR分を【R】と表現しております。
基本的な穴あけ加工可能範囲
【アングル部】
アングルには先端部(板厚)と曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
【天板部】
『穴種1』・・・アングルの曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
(注:天板とアングルが重なる場合は、アングル部を逃げ穴もしくは、切り欠きにて
対応致します。)
『穴種2』・・・アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲と
なります。
その他の穴あけ加工不可範囲
【加工不可範囲(上面部)】
上面部の角(アングル幅×アングル幅)4箇所は、アジャスター用の穴がある為、加工不可範囲となります。
- Bタイプ加工可能範囲の詳細について
-
穴種1・・・アングル・天板・底板と穴加工可能範囲に全般的に加工可能な丸穴です。
穴種2・・・天板と底板のみに加工可能な大きな丸穴です。
※アングルの板厚を【板厚】、アングルの内側のR分を【R】と表現しております。
基本的な穴あけ加工可能範囲
【アングル部】
アングルには先端部(板厚)と曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
【天板部】
『穴種1』・・・アングルの曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
(注:天板とアングルが重なる場合は、アングル部を逃げ穴もしくは、切り欠きにて
対応致します。)
『穴種2』・・・アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲と
なります。
【底板部】
『穴種1』・・・アングルの曲げ部(板厚+R)とアングルと底板の結合部(板厚+板厚)を除いた範囲
が穴種1の加工可能範囲となります。
『穴種2』・・・アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲となり
ます。
その他の穴あけ加工不可範囲
【加工不可範囲(底面部)】
底面部の角(アングル幅×アングル幅)4箇所は、アジャスター用の穴がある為、加工不可範囲となります。
【加工不可範囲(正面・左右側面・背面部)】
アングル接合部は、溶接部に掛ってしまう為、加工不可範囲となります。
- Cタイプ加工可能範囲の詳細について
-
穴種1・・・アングル・天板・底板と穴加工可能範囲に全般的に加工可能な丸穴です。
穴種2・・・天板と底板のみに加工可能な大きな丸穴です。
※アングルの板厚を【板厚】、アングルの内側のR分を【R】と表現しております。
基本的な穴あけ加工可能範囲
【アングル部】
アングルには先端部(板厚)と曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
【天板部(穴種1)】
アングルの曲げ部(板厚+R)と、中アングルの曲げ部(板厚+板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
(注:天板とアングルが重なる場合は、アングル部を任意で逃げ穴もしくは、切り欠きにて対応致します。)
【天板部(穴種2)】
アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲となります。
【底板部(穴種1)】
アングルの曲げ部(板厚+R)とアングルと底板の結合部(板厚+板厚)を除いた範囲が穴種1の加工可能範囲となります。
【底板部(穴種2)】
アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲となります。
その他の穴あけ加工不可範囲
【加工不可範囲(上面部)】
上面の中柱2個所の溶接しろは、溶接部に掛ってしまう為、加工不可範囲となります。
【加工不可範囲(底面部)】
底面の角(アングル幅×アングル幅)4個所は、アジャスター用穴がある為、加工不可範囲となります。 中柱部(溶接しろ1+アングル幅)×(溶接しろ2+アングル幅)2個所は、溶接部に掛ってしまう為、加工不可範囲となります。
【加工不可範囲(正面・左右側面・背面部)】
アングル結合部は、溶接部に掛ってしまう為、加工不可範囲となります。
各タイプの穴あけ加工可能範囲略図
タイプ別に穴あけ加工可能範囲略図がダウンロードできます。
ダウンロードしたいタイプをクリックして下さい。



Aタイプ加工可能範囲の詳細
穴種1・・・アングル・天板・底板と穴加工可能範囲に全般的に加工可能な丸穴です。
穴種2・・・天板と底板のみに加工可能な大きな丸穴です。
※アングルの板厚を【板厚】、アングルの内側のR分を【R】と表現しております。
基本的な穴あけ加工可能範囲
【アングル部】
アングルには先端部(板厚)と曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
【天板部】
『穴種1』・・・アングルの曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
(注:天板とアングルが重なる場合は、アングル部を逃げ穴もしくは、切り欠きにて
対応致します。)
『穴種2』・・・アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲と
なります。
その他の穴あけ加工不可範囲
【加工不可範囲(上面部)】
上面部の角(アングル幅×アングル幅)4箇所は、アジャスター用の穴がある為、加工不可範囲となります。
各タイプの穴あけ加工可能範囲略図
タイプ別に穴あけ加工可能範囲略図がダウンロードできます。
ダウンロードしたいタイプをクリックして下さい。
【→Bタイプの詳細についてに進む】
Bタイプ加工可能範囲の詳細
穴種1・・・アングル・天板・底板と穴加工可能範囲に全般的に加工可能な丸穴です。
穴種2・・・天板と底板のみに加工可能な大きな丸穴です。
※アングルの板厚を【板厚】、アングルの内側のR分を【R】と表現しております。
基本的な穴あけ加工可能範囲
【アングル部】
アングルには先端部(板厚)と曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
【天板部】
『穴種1』・・・アングルの曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
(注:天板とアングルが重なる場合は、アングル部を逃げ穴もしくは、切り欠きにて
対応致します。)
『穴種2』・・・アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲と
なります。
【底板部】
『穴種1』・・・アングルの曲げ部(板厚+R)とアングルと底板の結合部(板厚+板厚)を除いた範囲
が穴種1の加工可能範囲となります。
『穴種2』・・・アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲となり
ます。
その他の穴あけ加工不可範囲
【加工不可範囲(底面部)】
底面部の角(アングル幅×アングル幅)4箇所は、アジャスター用の穴がある為、加工不可範囲となります。
【加工不可範囲(正面・左右側面・背面部)】
アングル接合部は、溶接部に掛ってしまう為、加工不可範囲となります。
各タイプの穴あけ加工可能範囲略図
タイプ別に穴あけ加工可能範囲略図がダウンロードできます。
ダウンロードしたいタイプをクリックして下さい。
【→Cタイプの詳細についてに進む】
Cタイプ加工可能範囲の詳細
穴種1・・・アングル・天板・底板と穴加工可能範囲に全般的に加工可能な丸穴です。
穴種2・・・天板と底板のみに加工可能な大きな丸穴です。
※アングルの板厚を【板厚】、アングルの内側のR分を【R】と表現しております。
基本的な穴あけ加工可能範囲
【アングル部】
アングルには先端部(板厚)と曲げ部(板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
【天板部(穴種1)】
アングルの曲げ部(板厚+R)と、中アングルの曲げ部(板厚+板厚+R)を除いた範囲が穴種1の加工可能範囲となります。
(注:天板とアングルが重なる場合は、アングル部を任意で逃げ穴もしくは、切り欠きにて対応致します。)
【天板部(穴種2)】
アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲となります。
【底板部(穴種1)】
アングルの曲げ部(板厚+R)とアングルと底板の結合部(板厚+板厚)を除いた範囲が穴種1の加工可能範囲となります。
【底板部(穴種2)】
アングルから板厚分内側に入った範囲では、穴種2(大きな穴)の加工可能範囲となります。
その他の穴あけ加工不可範囲
【加工不可範囲(上面部)】
上面の中柱2個所の溶接しろは、溶接部に掛ってしまう為、加工不可範囲となります。
【加工不可範囲(底面部)】
底面の角(アングル幅×アングル幅)4個所は、アジャスター用穴がある為、加工不可範囲となります。
中柱部(溶接しろ1+アングル幅)×(溶接しろ2+アングル幅)2個所は、溶接部に掛ってしまう為、加工不可範囲となります。
【加工不可範囲(正面・左右側面・背面部)】
アングル結合部は、溶接部に掛ってしまう為、加工不可範囲となります。
各タイプの穴あけ加工可能範囲略図
タイプ別に穴あけ加工可能範囲略図がダウンロードできます。
ダウンロードしたいタイプをクリックして下さい。
【→お支払方法についてに進む】
参考図面ダウンロード
ご希望のタイプと材料を一覧表から選択して「PDF」「DXF」それぞれのボタンを押してダウンロードして下さい。また、穴あけ加工可能範囲略図については、右側列にPDFファイルのみでご提供しております。
| 材料 |  |
|||||||
|---|---|---|---|---|---|---|---|---|
 L30×30×t3 |
 L30×30×t5 |
 L40×40×t3 |
 L40×40×t5 |
 L50×50×t4 |
 L50×50×t6 |
|||
| タイプ |  |
|||||||
 |
||||||||
 |
||||||||
 |
||||||||
 |
||||||||
 |
||||||||
 |
||||||||
 |
||||||||
 |
||||||||
 |
||||||||